




- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Contact Us
Our team is on stand by, waiting toassist you.
Videos
A large collection of educational videos and tutorials.
About Us
Learn about our company, leadership, and mission totransform manufacturing.
Privacy Policy
Applies to all personal information collected through and/or processed in connection.

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.

TL;DR:
Die casting is a high-pressure process that produces precise, complex metal parts efficiently using reusable steel molds, primarily for aluminum, zinc, and magnesium alloys. It is ideal for high-volume production of parts requiring tight tolerances and smooth surfaces, with simulation-led quality control reducing defects before manufacturing begins. This method is especially advantageous in automotive, aerospace, electronics, and medical sectors where volume, design complexity, and consistency are critical.
Die casting is a metal manufacturing process that injects molten metal under high pressure into reusable steel molds, producing precise, complex, and consistent parts at scale. Engineers and product managers across automotive, aerospace, and electronics rely on it because no other casting method matches its combination of dimensional accuracy, surface quality, and throughput. Aluminum, zinc, and magnesium alloys are the primary materials, and superior surface finish from the process eliminates many post-processing steps that competing methods require. When you need 10,000 identical parts with tight tolerances, die casting is the answer.
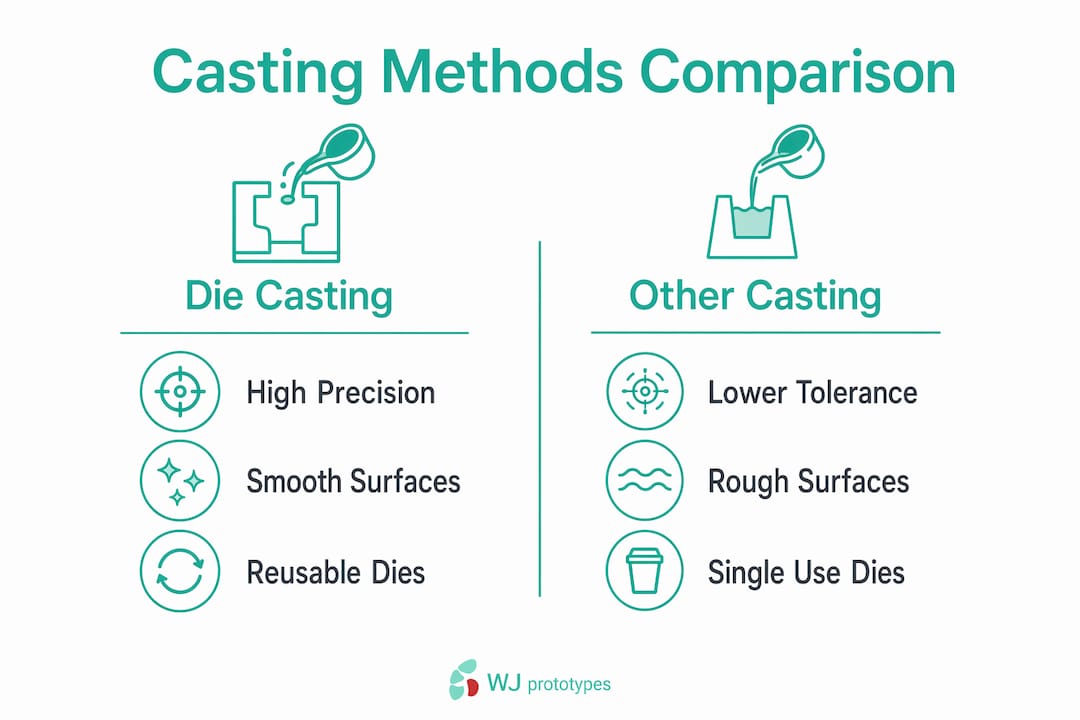
Die casting delivers tighter tolerances and smoother surfaces than steel or sand casting, with dimensional accuracy of ±0.1 to 0.5 mm and surface roughness values of Ra 1.6 to 6.3 μm. That level of precision means fewer secondary operations, less scrap, and lower total part cost. Production lines running die casting operate at roughly 85% efficiency, compared to 40 to 50% for conventional casting lines. That gap translates directly into faster delivery and lower per-unit cost at volume.
The reusable steel dies at the core of the process are what make high-volume economics work. A well-maintained die lasts over 100,000 production cycles, spreading the tooling investment across an enormous number of parts. Sand casting uses single-use molds, so every cycle requires new mold preparation. Steel casting handles complex thick-walled geometries well but cannot match die casting's cycle speed or surface quality for thin-walled components.
The table below compares the three methods across the metrics that matter most to engineers evaluating process selection.
| Metric | Die casting | Steel casting | Sand casting |
|---|---|---|---|
| Dimensional tolerance | ±0.1 to 0.5 mm | ±0.5 to 2.0 mm | ±1.0 to 3.0 mm |
| Surface roughness (Ra) | 1.6 to 6.3 μm | 6.3 to 25 μm | 12.5 to 50 μm |
| Production efficiency | ~85% | 40 to 50% | 40 to 50% |
| Mold reusability | 100,000+ cycles | Limited | Single use |
| Best batch size | 10,000+ parts | Small to medium | Small to medium |
| Post-processing required | Minimal | Moderate to high | High |
The tradeoff is upfront tooling cost. Steel dies for high-pressure die casting represent a significant capital investment, which is why the process favors high-volume production runs where that cost amortizes quickly. For low-volume or one-off parts, sand casting or CNC machining often makes more economic sense.
Defects like shrinkage porosity and gas entrapment in high-pressure die casting are directly tied to melt flow and solidification conditions inside the mold. Understanding those conditions is not guesswork. Numerical simulation combined with industrial trials effectively reproduces and optimizes these conditions, improving microstructure and reducing defects before a single production part is made. That means quality problems are solved at the design stage, not on the production floor.
Modern die casting process design follows a structured sequence to control quality:
Successful die casting depends on integrating simulation-based process design to control microstructural variability, particularly for lightweight aluminum components where porosity directly affects structural performance. This is not optional for aerospace or automotive structural parts. It is the standard practice that separates reliable suppliers from those who rely on trial and error.
Pro Tip: Request a simulation report from your die casting supplier before tooling is cut. A credible supplier will show you fill analysis and thermal maps as part of their design review. If they cannot provide this, the risk of first-article defects increases significantly.
Vacuum die casting and controlled mold cooling are the two process controls with the highest impact on part quality. Vacuum systems reduce porosity in structural aluminum parts, enabling T6 heat treatment that would otherwise cause blistering. Controlled cooling channels maintain consistent die temperature across thousands of cycles, which is what makes precision part fabrication repeatable at production scale.
Die casting's combination of speed, precision, and material versatility makes it the dominant process for several high-volume manufacturing sectors. The applications below represent where the process delivers its clearest advantages.
The thread connecting all these applications is volume combined with complexity. Die casting is not the right choice for a 50-piece prototype run. It is the right choice when you need 50,000 geometrically complex parts with consistent mechanical properties and minimal finishing work.
Choosing die casting over alternative processes comes down to five criteria: material, volume, geometry, tolerance, and total cost of ownership. Getting this decision right before tooling is ordered saves significant time and money.
Material selection is the primary criterion for process choice. Die casting works with aluminum, zinc, and magnesium alloys. If your part requires steel, stainless steel, or titanium, die casting is not an option and investment casting or steel casting must be evaluated instead.
| Selection criterion | Die casting fits | Consider alternatives |
|---|---|---|
| Material | Aluminum, zinc, magnesium | Steel, titanium, copper alloys |
| Production volume | 10,000+ parts per year | Under 1,000 parts |
| Wall thickness | 1 to 4 mm (thin-walled) | Over 10 mm (thick-walled) |
| Tolerance requirement | ±0.1 to 0.5 mm | Looser than ±1.0 mm acceptable |
| Surface finish need | Ra 1.6 to 6.3 μm required | Rough finish acceptable |
| Part complexity | Complex geometry, multiple features | Simple geometry, few features |
Volume is the second filter. Die casting suits mass production at 10,000 or more parts, where the tooling investment amortizes across enough units to produce a competitive per-part cost. Below that threshold, the economics often favor sand casting, vacuum casting, or CNC machining depending on the geometry and material.
Part geometry is the third consideration. Die casting excels at thin-walled, symmetrical designs with consistent cross-sections. Deep blind pockets, extreme undercuts, and highly asymmetric geometries increase die complexity and cost. A design-for-die-casting review before finalizing part geometry can reduce tooling cost by 20 to 30% in many cases.
Pro Tip: Review your die casting cost structure early. The mold is a fixed cost that does not change with volume, so running a cost-per-part analysis at your target production volume versus alternatives like sand casting or CNC machining will clarify the break-even point before you commit to tooling.
Tolerance and surface finish requirements close the decision. If your part requires Ra better than 6.3 μm or tolerances tighter than ±0.5 mm, die casting with post-machining is the standard approach. If your application tolerates Ra 25 μm and ±2.0 mm, sand casting may be adequate at lower tooling cost.
Die casting is the highest-efficiency metal forming process for aluminum, zinc, and magnesium parts requiring tight tolerances, smooth surfaces, and production volumes above 10,000 units.
| Point | Details |
|---|---|
| Precision advantage | Die casting achieves ±0.1 to 0.5 mm tolerances and Ra 1.6 to 6.3 μm, outperforming sand and steel casting. |
| Volume economics | Reusable dies lasting 100,000+ cycles make die casting the lowest per-part cost at high production volumes. |
| Simulation-driven quality | Numerical simulation of mold fill and solidification eliminates defects like porosity before production begins. |
| Application fit | Automotive, aerospace, electronics, and medical sectors rely on die casting for complex, consistent, lightweight components. |
| Decision framework | Material type, volume, wall thickness, and tolerance requirements are the four criteria that determine whether die casting is the right choice. |
I have reviewed enough die casting projects to know where engineers consistently underestimate the process. The most common mistake is treating die casting as a drop-in replacement for machined parts without redesigning for the process. Die casting rewards designs with uniform wall thickness, generous draft angles, and features that consolidate multiple machined parts into one cast component. When you design specifically for die casting, the economics become compelling. When you adapt an existing machined design without modification, you fight the process at every step.
The second misconception I encounter is that die casting is only for massive production runs. That was true 20 years ago. Today, with faster tooling lead times and more flexible press capacity, production runs of 5,000 to 10,000 parts are economically viable for many aluminum and zinc components. The break-even point has moved significantly in favor of die casting as tooling costs have come down.
What genuinely excites me about the current state of the process is the integration of simulation into standard supplier workflows. Five years ago, requesting a fill simulation from a supplier was unusual. Today, any serious die casting operation runs simulation as a baseline quality step. That shift has made first-article success rates meaningfully higher and reduced the iteration cycles that used to add weeks to program launches.
The strategic value of die casting in competitive manufacturing is not just cost. It is the ability to produce geometrically complex, lightweight, structurally sound parts at a consistency level that no other casting method matches. For product managers under pressure to reduce part count, weight, and assembly cost simultaneously, die casting is often the single process change that delivers all three.
— Nas
WJ Prototypes provides custom die casting services for engineering and manufacturing teams that need production-grade aluminum, zinc, and magnesium parts with verified dimensional accuracy. Every project includes design-for-manufacturing review, material selection guidance, and quality inspection against customer specifications. For teams that need complementary finishing operations, WJ Prototypes also offers CNC machining using a broad range of CNC machining materials to bring cast parts to final tolerance. If your project requires a lower-volume alternative before committing to hard tooling, vacuum casting is available as a bridge process. Explore the full range of die casting materials and request a quote directly from the WJ Prototypes platform.
Explore Competitive Die Casting Services With Expert Support From WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Die casting is a high-pressure metal forming process that injects molten aluminum, zinc, or magnesium alloy into a reusable steel mold at pressures typically between 10 and 175 MPa. The metal solidifies rapidly, and the die opens to eject a dimensionally accurate, near-net-shape part.
Die casting produces tighter tolerances (±0.1 to 0.5 mm versus ±1.0 to 3.0 mm for sand casting) and smoother surfaces, with production efficiency near 85% compared to 40 to 50% for sand casting lines. Sand casting is better suited for low-volume runs or parts requiring thick walls and steel alloys.
Die casting becomes cost-competitive at approximately 10,000 parts or more per year, where the reusable die cost amortizes across enough units to produce a lower per-part cost than sand casting or CNC machining for equivalent geometry.
Numerical simulation models melt flow and solidification conditions inside the mold, identifying turbulence zones and thermal hot spots that cause shrinkage porosity and gas entrapment before tooling is cut. Addressing these issues at the design stage eliminates the most common defect categories before production begins.
Die casting works with aluminum, zinc, and magnesium alloys, which cover the majority of lightweight structural and enclosure applications in automotive, aerospace, and electronics. Steel, titanium, and copper alloys require alternative processes such as investment casting or forging.
Die Casting Services | Die Casting In China - Get A Quote
Guide To Vacuum Casting - Master Prototyping for Precision Parts
Benefits Of Precision Injection Molding Services - Why Choose China?
Die Casting Materials | Custom Material For Die Casting - Get A Quote
Explore Competitive Die Casting Services With Expert Support From WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




