




- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Contact Us
Our team is on stand by, waiting toassist you.
Videos
A large collection of educational videos and tutorials.
About Us
Learn about our company, leadership, and mission totransform manufacturing.
Privacy Policy
Applies to all personal information collected through and/or processed in connection.

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.

TL;DR:
Overmolding is a multi-shot injection process that creates a single part by molding a softer material over a rigid substrate, eliminating the need for adhesives or fasteners. It offers improved ergonomics, sealing, and vibration damping by creating distinct functional zones within one component, widely used across industries like electronics, automotive, and medical devices. Successful overmolding depends on compatible materials, precise design of interfaces, and early prototyping validation to ensure durable bonding and high-quality production.
If you're designing a product that needs both structural strength and a soft, grippy surface, overmolding is likely the most direct path to getting there. Overmolding is a multi-shot injection molding process that molds a second material directly over a pre-formed substrate, creating a single integrated component without glue, fasteners, or secondary assembly. For product designers and engineers, understanding this technique unlocks a new tier of functional and aesthetic control. This article covers the overmolding process, material selection, design benefits, and where you'll see it applied across industries.
| Point | Details |
|---|---|
| Overmolding eliminates fasteners | Bonds form during injection molding itself, removing the need for adhesives or mechanical connectors. |
| Material compatibility drives success | Thermal and mechanical property matching between substrate and overmold is critical for durable bonding. |
| Functional zones are by design | A rigid core and soft outer layer can serve entirely different engineering roles within one part. |
| Industry adoption is broad | Consumer electronics, automotive, medical devices, and industrial tools all rely on overmolding for ergonomics and sealing. |
| Prototype validation matters early | Testing overmold adhesion and geometry during prototyping prevents costly tooling changes in production. |
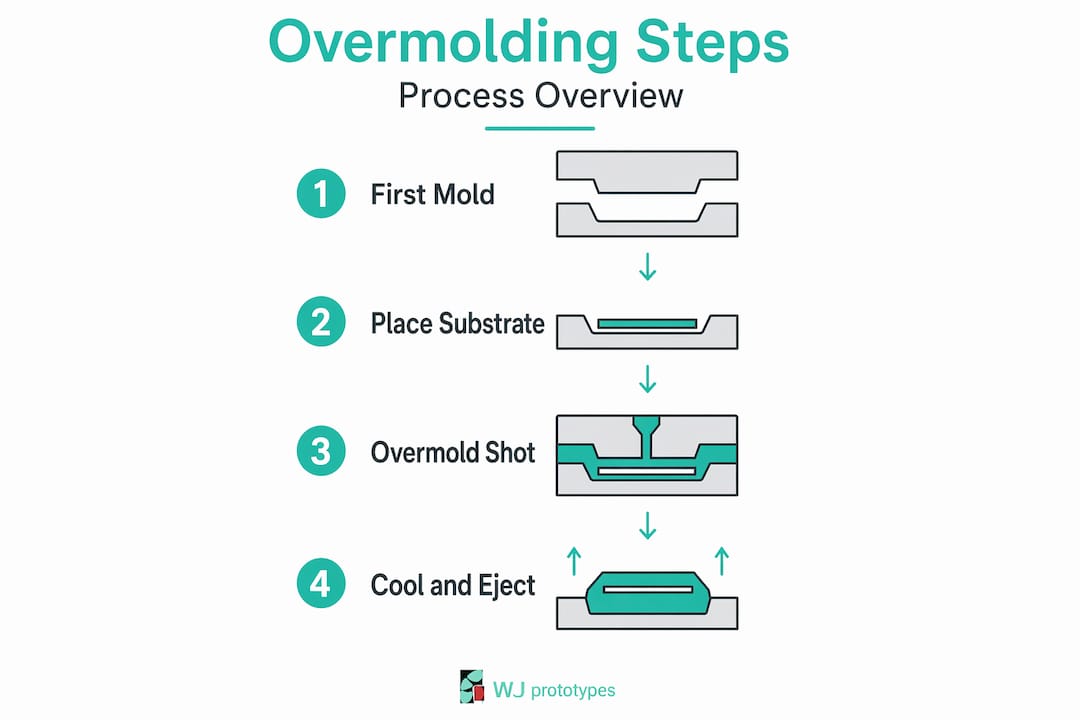
At its core, overmolding takes a pre-formed substrate — typically a rigid plastic or metal part — and molds a second, usually softer material around it during a subsequent injection cycle. The result is a single integrated component that behaves mechanically as one part, not two joined pieces.
Here is how the overmolding process unfolds in practice:
The elimination of secondary operations is one of the most underappreciated aspects of overmolding. Removing secondary bonding operations simplifies the assembly line and lowers per-part production cost, which compounds significantly in high-volume runs.
Pro Tip: If you're using mechanical bonding rather than relying purely on molecular adhesion, design your substrate with through-holes or geometric undercuts at the interface. These features give the overmold material something to grip mechanically, which is especially critical when the two materials don't share strong chemical compatibility.
The material pairing you select defines everything: bond strength, flexibility, surface feel, thermal resistance, and part longevity. Getting this wrong is the most common reason overmolded parts fail in service.
Substrates are typically rigid. Common choices include:
The overmold layer needs to adhere to the substrate while delivering the target surface properties. Typical options include:
The compatibility of thermal and mechanical properties between the two materials is not optional. If the melt temperatures are too far apart, the overmold material may not achieve sufficient fusion. If the coefficients of thermal expansion differ significantly, the bond will crack under thermal cycling in the field.
| Material pairing | Bond type | Typical application |
|---|---|---|
| ABS substrate + TPE overmold | Molecular | Tool handles, consumer electronics grips |
| PC substrate + TPU overmold | Molecular + mechanical | Phone cases, protective housings |
| Metal insert + TPE overmold | Mechanical | Automotive seals, medical device handles |
| Nylon substrate + LSR overmold | Mechanical | Medical tubing connectors, food-grade parts |
Material science has not stood still. Henkel's recent low-pressure molding material achieves cycle times as short as 30 seconds and fills gaps as small as 0.5 mm, with dimensional stability across a range of -20°C to 140°C. For electronics encapsulation where conventional high-pressure molding risks damaging delicate PCBs, that kind of material advance changes what's feasible. A full overview of injection molding material options can help you map available resins to your specific substrate and overmold requirements.
Designers who treat overmolding only as a cosmetic upgrade miss most of its value. The real advantages are structural and functional.

The most powerful capability is the creation of distinct functional zones within a single part. A rigid core provides structural strength while the soft outer layer handles grip, cushioning, sealing, or vibration dampening, and both perform their roles without any mechanical joining. That's an engineering outcome you simply cannot replicate with a single material.
Here's what that translates to in practical product development:
Pro Tip: Before committing to overmolding in a production design, check whether both materials are recyclable through the same stream. In some jurisdictions and industries, bonded multi-material parts complicate end-of-life processing. Designing for separation or selecting chemically similar materials upfront avoids a sustainability liability later.
Tighter tolerances are another benefit that often surprises engineers new to the process. Because the overmold cavity constrains the substrate geometry during the second shot, consistent part quality is achievable even in high-volume production. That matters for any assembly where the overmolded part interfaces with other components.
Overmolding applications appear across virtually every product category where humans physically interact with hardware. The pattern is consistent: a rigid structure that needs to be touched, gripped, sealed, or protected becomes a candidate.
| Industry | Common overmolded component | Primary function |
|---|---|---|
| Consumer electronics | Phone cases, remote controls | Impact protection, grip |
| Automotive | Interior trim, gear knobs, seals | Aesthetics, sealing, ergonomics |
| Medical devices | Surgical handles, diagnostic grips | Ergonomics, sterilization compatibility |
| Industrial tools | Power tool handles, control grips | Vibration damping, user safety |
| Electric vehicles | Connector housings, cable strain relief | Waterproofing, flexibility |
For teams working in automotive injection molding, overmolding is rarely optional at this point. It's the expected standard for any interior component a driver or passenger touches directly.
I've reviewed a lot of overmolded product failures over the years, and the pattern is almost always the same. The engineer treated it as a cosmetic decision: "We want it to feel soft, so let's add a TPE layer." The interface between the substrate and the overmold was an afterthought. That's the wrong mental model entirely.
What I've learned is that designing the interface is the real engineering work in an overmolded part. Where exactly does the overmold begin and end? What undercut geometry locks it mechanically if the chemical bond isn't sufficient? What happens to that bond at -30°C or under UV exposure for 2,000 hours? These are the questions that separate a durable overmolded product from one that peels, cracks, or delaminated in the field.
The other thing I'd push back on is waiting until late-stage design to validate overmolding feasibility. I've seen tooling get cut only to discover that the substrate shrinkage and the overmold shrinkage combined to produce a warped final part. Running a prototype through the injection molding workflow early, even with a simplified geometry, tells you far more than any simulation alone.
The future of overmolding is genuinely exciting. Low-pressure materials, bio-based TPEs, and in-mold electronics are all converging on the same idea: a single molding step that does more. But none of that matters if you don't get the material interface right first.
— Nas
When your overmolding design calls for a precision substrate before the second shot, the substrate geometry has to be right. WJ Prototypes offers CNC machining with a broad selection of materials for prototype substrates, including aluminum, stainless steel, ABS, and engineering-grade plastics, that give you dimensionally accurate inserts ready for overmold tooling validation. The team works across aerospace, automotive, and medical applications where tight tolerances in substrate geometry directly affect overmold bond quality. If you need to validate your overmold design before committing to production tooling, request a quote at WJ Prototypes CNC machining services and get your substrate prototypes turned around fast.
Explore Competitive Overmolding Services With Expert Support From WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Overmolding is a multi-shot injection molding process where a second material is molded directly over a pre-formed substrate to create a single integrated part. It forms bonds during the molding process itself, eliminating the need for adhesives or fasteners.
Standard injection molding produces a single-material part in one shot. Overmolding uses at least two shots or an insert plus one shot to combine two different materials, such as a rigid plastic substrate and a soft TPE layer, into one bonded component.
Common overmold materials include TPE, TPU, and liquid silicone rubber applied over rigid substrates like ABS, polycarbonate, nylon, or metal. Material compatibility in thermal and mechanical properties is the critical selection factor.
The primary benefits include improved ergonomics, built-in sealing, vibration damping, reduced part count, and tighter production tolerances, all achieved without secondary assembly operations.
Dual shot molding (also called two-shot molding) produces both the substrate and overmold in a single machine cycle using a rotating mold. Insert overmolding molds the substrate separately, then loads it manually into the overmold tool. Dual shot molding is faster for high-volume production; insert molding offers more flexibility for low volumes and metal substrates.
Injection Molding Step by Step for Precision Prototyping
Mastering Injection Molding Workflow for Precision Prototyping
Injection Molding Guide: Achieve Accurate Prototypes Fast
What Is Injection Molding? A Complete Guide to Moulding Processes
Explore Competitive Overmolding Services With Expert Support From WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




