




- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Contact Us
Our team is on stand by, waiting toassist you.
Videos
A large collection of educational videos and tutorials.
About Us
Learn about our company, leadership, and mission totransform manufacturing.
Privacy Policy
Applies to all personal information collected through and/or processed in connection.

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.

TL;DR:
SLS uses surrounding powder as a natural support, enabling support-free complex geometries.
Material choice and powder handling critically affect part strength and consistency.
Precise process control and powder management are essential for reliable high-performance SLS parts.
Most engineers assume every 3D printing process needs support structures to handle overhangs and internal cavities. That assumption is wrong for selective laser sintering. SLS uses surrounding powder as a natural support medium, meaning you can build interlocking assemblies, undercuts, and internal channels in a single run without post-processing support removal. For product managers in aerospace, automotive, and medical sectors, this is a genuine competitive edge. This guide walks through the SLS process step by step, the material science that makes it reliable, the parameters that control quality, and the real-world applications where SLS outperforms other methods.
| Point | Details |
|---|---|
| Support-free complexity | SLS allows engineers to build intricate, functional parts without the need for support structures. |
| Material strength and isotropy | Parts made with PA12 exhibit strong, uniform properties suitable for functional prototypes and production. |
| Process control is critical | Consistent results depend on tightly controlled parameters and powder management. |
| Best for functional prototyping | SLS excels when physical durability and complex geometry matter more than surface finish. |
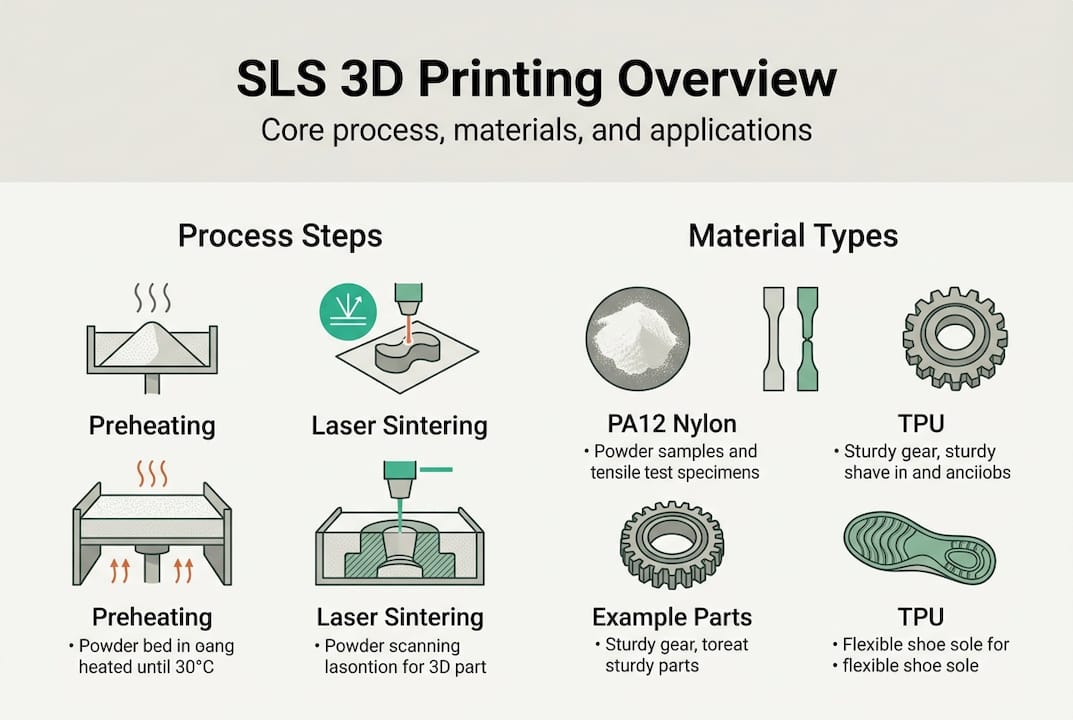
Selective laser sintering is a powder bed fusion additive manufacturing method. A high-power CO2 laser selectively sinters thermoplastic powder particles, primarily nylon PA12, layer by layer inside a preheated chamber to form solid, functional parts. Crucially, SLS printing requires no dedicated support structures because the surrounding loose powder holds every feature in place during the build.
The process follows a precise sequence:
| SLS process stage | Key variable | Typical value |
|---|---|---|
| Preheating | Bed temperature | ~170°C (PA12) |
| Layer spreading | Layer thickness | 0.08–0.15 mm |
| Sintering | Laser power | 25–50 W |
| Cooling | Duration | Up to 12 hours |
| Dimensional accuracy | Tolerance | ±0.3 mm or ±0.3% |
What separates SLS from FDM or SLA is the combination of thermal management and laser precision. The preheated chamber keeps the powder at a near-sintering state, so the laser only needs to add a small energy increment to fuse particles. This reduces residual stress and improves dimensional stability across the full build volume.
Pro Tip: Orient parts diagonally in the build chamber to distribute thermal mass more evenly. This reduces the risk of warping on flat, wide geometries and improves surface consistency across large batches.
For engineers evaluating additive manufacturing types for functional applications, SLS delivers a compelling balance of geometric freedom and mechanical integrity that most other polymer AM processes cannot match.
Understanding the stepwise process clarifies the mechanics, but the secret to SLS performance lies in the materials themselves. The dominant material in SLS is nylon PA12, and for good reason. Its semi-crystalline structure, low moisture absorption, and excellent chemical resistance make it the most predictable and repeatable powder for industrial sintering.
PA12 benchmarks include tensile strength of 38–52 MPa, a modulus of 1650 MPa, elongation at break of 20%, density of 0.95 g/cm³, and a heat deflection temperature (HDT) of 86°C. Critically, SLS PA12 parts exhibit isotropic mechanical properties, meaning strength is consistent regardless of build orientation. This is a significant advantage over FDM, where layer adhesion creates weak Z-axis performance.
Beyond PA12, SLS supports a range of materials:
Powder handling is where many teams lose performance. Virgin PA12 delivers 48 MPa tensile strength, but repeated thermal cycling degrades the powder. After five or more reuse cycles, molecular weight drops, flowability decreases, and part strength can fall noticeably.
| Property | Virgin PA12 | Reused PA12 (5x cycles) |
|---|---|---|
| Tensile strength | ~48 MPa | Reduced (degradation) |
| Flowability | High | Lower |
| Surface quality | Consistent | Variable |
| Color | White/off-white | Yellowing possible |
Pro Tip: Maintain a 50:50 blend of virgin to reused powder as a baseline. For mission-critical aerospace or medical parts, shift toward 70% virgin to protect mechanical consistency and reduce batch-to-batch variability.
Explore competitive SLS 3D Printing with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Exploring 3D printing material choices early in your design phase helps you match material properties to your specific load, temperature, and regulatory requirements before committing to a production run.

With the right materials in play, it's the precision engineering of process parameters that brings the desired part qualities to life. SLS is not a plug-and-play process. Every variable interacts, and small deviations compound across a build.
The four primary parameters are:
Energy density ties these variables together. The formula is: energy density = laser power / (scan speed × scan spacing × layer thickness). This single value predicts fusion quality more reliably than any individual parameter.
The performance impact is dramatic. Optimal laser power and chamber temperature produce tensile strength of 40–50 MPa in PA12 parts. Drop below optimal settings and tensile strength falls to 12–34 MPa, a range that disqualifies parts from most functional applications. That is a 3x performance gap driven purely by parameter control, not material selection.
Researchers have documented parameter optimization strategies that systematically improve density and surface finish while reducing defect rates in industrial 3D printing applications.
Pro Tip: Run a parameter calibration coupon at the start of any new material batch or after equipment maintenance. A simple tensile bar build takes under two hours and confirms your energy density is within the validated window before committing to production geometry.
Dimensional accuracy in SLS typically reaches ±0.3 mm or ±0.3%, whichever is greater. For tight-tolerance features, design in post-machining allowance on critical mating surfaces rather than relying on the sintering process alone.
An understanding of process variables and materials leads directly to the practical realities: where SLS truly shines and what to watch out for.
SLS excels in several areas that competing polymer AM processes cannot easily replicate:
| Method | Supports needed | Isotropy | Surface finish | Functional strength |
|---|---|---|---|---|
| SLS | No | Yes | Moderate | High |
| SLA | Yes | Partial | Excellent | Moderate |
| FDM | Yes | No | Low | Low to moderate |
| DMLS | Partial | Yes | Moderate | Very high |
SLS is the only polymer AM process that routinely delivers isotropic mechanical properties without support structures, making it the default choice for functional prototypes and low-volume production in demanding industries.
However, SLS has real limitations that engineers must plan for. Powder reuse degrades part quality over multiple cycles, with strength dropping 10–30% and flowability declining. Warping from thermal gradients affects large thin-walled parts. Porosity appears when energy density falls below the fusion threshold. Powder aging causes inconsistent fusion across a build.
Mitigation strategies include maintaining uniform wall thickness above 1.5 mm, using slow controlled cooling cycles, refreshing powder blends consistently, and designing parts with gradual cross-section transitions. For a detailed comparison of SLS 3D printing services and when SLA is a better fit, reviewing SLA printing advantages alongside a comprehensive SLS overview gives you the full picture.
We've covered SLS strengths and gotchas, so how do you put this knowledge into action, and for which applications?
SLS consistently delivers value in these industries and use cases:
SLS excels for complex, support-free functional prototypes and production parts due to isotropic strength, but tight parameter control and a virgin-to-reused powder refresh ratio of 50:50 are critical for consistent results across batches.
For specifying an SLS job effectively:
Pro Tip: When choosing between SLS and DMLS for a given part, ask whether the load case genuinely requires metal. Many aerospace and automotive brackets that engineers default to metal can perform identically in glass-filled PA12 at a fraction of the cost and lead time.
For a full view of how SLS fits within a broader manufacturing strategy, reviewing industrial 3D printing applications helps you map the right process to each stage of your product development cycle.
Most technical overviews of SLS stop at process parameters and material datasheets. That's where the real engineering challenge actually begins.
The engineers who get consistent, mission-critical results from SLS are not the ones who memorized the spec sheet. They are the ones who treat powder management as a first-class engineering discipline. Powder refresh rates, storage humidity, sieve mesh condition, and batch traceability are not administrative details. They are the variables that determine whether your next aerospace bracket meets spec or fails qualification.
We've seen teams invest in premium SLS equipment and then undermine their results with poor powder handling practices. The machine is only as reliable as the material going into it. Automation and parameter locking help, but they cannot compensate for degraded feedstock.
The other overlooked reality is that complete SLS insights require continuous process improvement, not one-time setup. Build logs, tensile coupon tracking, and powder refresh records are what separate a repeatable production process from an unpredictable prototyping workflow. For high-stakes parts, that discipline is non-negotiable.
If you're ready to put these insights to work, here's how to take the next step toward high-performance prototypes and production parts.
WJ Prototypes offers SLS, SLA, MJF, DMLS, and a full range of traditional fabrication services from a single ISO-certified facility with global delivery. Whether your project calls for SLS functional prototypes, CNC machining for tight-tolerance metal components, or hybrid workflows combining both, our engineering team helps you select the right process for your geometry, material, and volume requirements. Explore our CNC machining materials and additive options, or request an instant quote to get lead times and pricing for your next project.
Explore competitive SLS 3D Printing with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SLS produces tougher, support-free parts using thermoplastics like PA12, making it the preferred choice for functional prototypes, while SLA and FDM are better suited to visual models or require support removal and have weaker anisotropic properties.
After multiple reuse cycles, strength drops 10–30% due to thermal degradation and reduced flowability, which is why maintaining a controlled virgin-to-reused powder ratio is critical for consistent mechanical performance.
PA12 SLS parts work well for functional prototyping and non-structural components, but high-load or regulated aerospace and medical parts typically require metal AM processes like DMLS or SLM to meet performance and certification requirements.
Warping and porosity are the most frequent defects. Warping from temperature gradients is reduced with uniform wall thickness and slow cooling, while porosity is addressed by optimizing energy density and refreshing powder blends regularly.
SLS 3D Printing In China | Get A Quote For SLS 3D Printing Services
What Is SLS Printing? Complete Guide for Engineers | WJ Prototypes
What Is SLA 3D Printing? Complete Expert Guide
3D Printing Materials | Get Your Visual Prototypes From China
Explore competitive SLS 3D Printing with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




