




- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Contact Us
Our team is on stand by, waiting toassist you.
Videos
A large collection of educational videos and tutorials.
About Us
Learn about our company, leadership, and mission totransform manufacturing.
Privacy Policy
Applies to all personal information collected through and/or processed in connection.

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.


TL;DR:
Surface finish determines how a part's outer layer performs, affecting corrosion, assembly, and rejection. Selecting the appropriate method early in design prevents costly errors and maintains dimensional accuracy.
Surface finish is defined as the set of characteristics that describe a part's outer layer, including roughness, waviness, and lay, and it directly determines how that part performs in service. Selecting the wrong finish causes corrosion failures, assembly interference, and rejected parts. This surface finishes guide covers the most critical finishing methods, their dimensional effects, measurement standards, and the decision criteria that separate a good finish choice from a costly one. Standards like ISO 1302 and ASME Y14.36M govern how finishes are specified on engineering drawings, making this knowledge non-negotiable for any design or manufacturing team.
Surface finishing is the broad category of processes applied to a manufactured part to alter its surface properties for appearance, function, or both. Finishing processes range from mechanical polishing and media blasting to chemical conversion coatings, electroplating, and powder coating. Each method changes the surface in a different way, and each carries tradeoffs in cost, durability, and dimensional impact.

The three core surface texture parameters are roughness, waviness, and lay. Roughness captures the fine, closely spaced irregularities left by machining or grinding. Waviness describes broader, more widely spaced undulations caused by machine vibration or deflection. Lay is the direction of the dominant surface pattern, which matters for sealing surfaces and sliding contacts. Understanding all three is the starting point for any serious guide to finishing surfaces.
Finishing processes improve adhesion, corrosion resistance, hardness, wear resistance, electrical conductivity, and surface friction. That list shows why finish selection is an engineering decision, not just an aesthetic one. A medical implant needs a biocompatible, low-roughness surface. A structural bracket in a marine environment needs corrosion protection above all else.
Every coating process adds material to a part's surface, and that added thickness changes the part's final dimensions. Designers who ignore this fact produce parts that fail to assemble. Powder coating adds 50–150 µm of thickness, which is enough to close a threaded hole or cause a press-fit shaft to bind. Electroplating adds 2–25 µm, and anodizing typically adds 5–25 µm depending on the process type.
| Finish process | Typical thickness added | Dimensional risk |
|---|---|---|
| Powder coating | 50–150 µm | High: threads, bores, mating faces |
| Electroplating | 2–25 µm | Medium: tight tolerances |
| Hard anodizing | 12–25 µm | Medium: bore diameters |
| Standard anodizing | 5–12 µm | Low to medium |
| Black oxide | 0.5–1.0 µm | Negligible |
| Passivation | 0 µm | None |
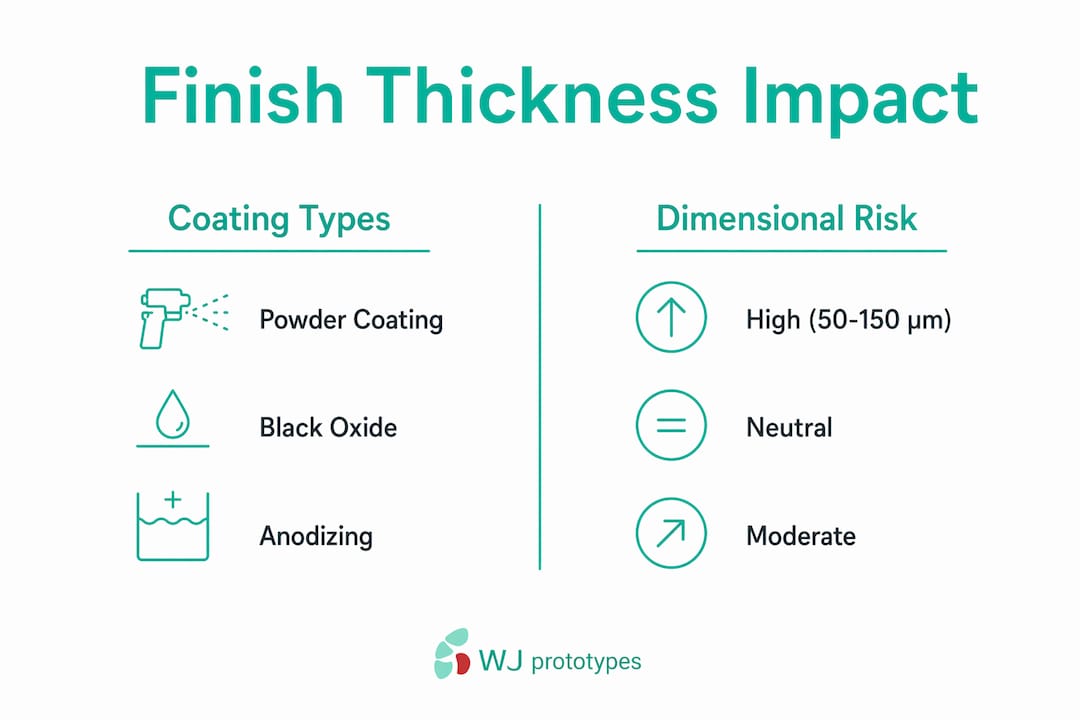
Black oxide is dimensionally neutral because it converts a microscopic layer of the base metal rather than depositing new material on top. Passivation works the same way. These conversion coatings are the right choice when tight tolerances must be maintained alongside corrosion protection.
Powder coating can compromise threaded holes, precision bores, and mating surfaces if the designer does not account for the added thickness in the CAD model. The fix is straightforward: machine threaded holes and critical bores to a tighter pre-coat diameter, then tap or ream after coating. For external features, design the pre-coat dimension to be undersize by the expected coating thickness.
Pro Tip: Specify masking requirements directly on your engineering drawing. Call out which surfaces must be kept free of coating and to what tolerance. Leaving this to the finisher's judgment is a common source of rework.
Surface finishing methods fall into four categories: mechanical, chemical, coating, and conversion. Each category produces a different surface character and suits different applications.
Mechanical finishing methods physically alter the surface through abrasion, impact, or cutting. Common techniques include:
Chemical and electrochemical finishing methods use controlled chemical reactions to alter or deposit material:
Coating processes apply a separate material layer to the surface:
Conversion coatings chemically convert the base metal surface:
Material compatibility is non-negotiable. Anodizing works only on aluminum. Black oxide applies to ferrous metals. Electropolishing suits stainless steel and some aluminum alloys. Matching the process to the base material is the first filter in any surface finish comparison.
Finish selection depends on environment, function, and cost. A part used indoors in a dry environment needs far less corrosion protection than the same part installed on a coastal offshore platform. Specifying a heavy-duty finish for a benign environment wastes money. Specifying an inadequate finish for a harsh environment causes field failures.
The key factors to evaluate before committing to a finish:
Consulting with finishers early in the design process prevents costly late-stage changes. A finisher can flag incompatible material-process combinations, recommend masking strategies, and confirm whether a proposed finish meets the relevant standard. This is especially true for prototype surface finishes, where a wrong choice on a first article delays the entire program.
Finish selection is more than cosmetic. It must match the operating environment precisely to avoid both over-engineering and premature failure. Compliance with standards such as MIL-A-8625 for anodizing or ASTM B633 for zinc electroplating is often a contractual requirement, not optional.
Pro Tip: Build a finish specification matrix for your product family. List each part, its environment rating, tolerance class, and approved finish options. This single document eliminates repeated decision-making and reduces specification errors across production runs.
Surface roughness uses Ra and Rz as the primary quantitative parameters. Ra is the arithmetic mean of surface profile deviations from the mean line, measured in micrometers or microinches. Rz is the average of the five highest peak-to-valley measurements within a sampling length. Ra gives a general sense of texture; Rz captures the extremes that matter for sealing and fatigue life.
| Parameter | What it measures | Typical range | Common application |
|---|---|---|---|
| Ra | Average roughness | 0.1–25 µm | General machined surfaces |
| Rz | Max peak-to-valley (avg of 5) | 0.5–100 µm | Sealing faces, fatigue-critical parts |
| Rmax | Single highest peak-to-valley | Varies | Extreme precision surfaces |
| Lay | Dominant surface direction | N/A | Sliding contacts, seals |
| Waviness (Wa) | Low-frequency undulation | Varies | Optical and sealing surfaces |
Surface finish symbols and roughness charts standardize how engineers communicate requirements on drawings. ISO 1302 defines the graphical symbol system used internationally. ASME Y14.36M is the American equivalent. Both systems allow designers to specify Ra value, machining method, lay direction, and material removal allowance in a single symbol placed on the drawing view.
Measurement instruments include contact profilometers (stylus-based), optical profilometers, and white-light interferometers. Contact profilometers are the most common in production environments. Optical methods are preferred for soft or delicate surfaces where a stylus would damage the material. Calibration to traceable standards is required for any measurement used in quality control or regulatory compliance.
Specifying surface finish correctly on a drawing is as important as achieving it in production. An under-specified drawing gives the manufacturer no target to hit. An over-specified drawing drives up cost without improving function. The right Ra value is the one that the application actually requires, verified against the relevant design standard.
Surface finish selection is an engineering decision that affects dimensional accuracy, corrosion resistance, wear life, and total part cost simultaneously.
| Point | Details |
|---|---|
| Dimensional impact varies widely | Powder coating adds 50–150 µm; black oxide adds less than 1 µm. Design compensation is required for coatings. |
| Match finish to environment | Coastal and chemical environments need heavy protection; indoor dry applications need far less. |
| Specify Ra and Rz on drawings | Use ISO 1302 or ASME Y14.36M symbols to communicate finish requirements clearly to manufacturers. |
| Consult finishers early | Early engagement prevents material-process mismatches and costly redesigns before production. |
| Conversion coatings preserve tolerances | Black oxide and passivation add no measurable thickness, making them ideal for tight-tolerance parts. |
The most expensive mistake I see in product development is treating surface finish as a final step. Teams finalize geometry, run tolerance stack-ups, and only then ask: "What finish do we want?" By that point, the design is locked, and any finish that adds meaningful thickness forces a redesign or a tolerance waiver.
Finish selection belongs in the early design review, alongside material selection and manufacturing process choice. The finishing in prototyping phase is where you learn what a finish actually does to your part geometry. A prototype with the production finish applied tells you far more than a bare-machined part ever will.
The other thing teams consistently underestimate is the environmental matching problem. A zinc-plated steel fastener is adequate in a dry indoor cabinet. The same fastener in a marine enclosure will fail in months. The cost difference between zinc plate and hot-dip galvanizing or stainless steel is small compared to a field service call. Getting the environment rating right the first time is the highest-return decision in finish selection.
My practical advice: build finish requirements into your design checklist at the concept stage. Assign an environment rating, a tolerance class, and a budget tier to every part. Then let those three constraints drive the finish choice. The answer becomes obvious in most cases, and the exceptions are easy to escalate to a specialist.
— Nas
WJ Prototypes supports the full range of surface finishing methods described in this guide, applied to parts produced through CNC machining services, sheet metal fabrication, and additive manufacturing. The engineering team at WJ Prototypes works with clients to specify finishes that meet dimensional, functional, and compliance requirements from the first prototype through low-volume production. Whether you need hard anodizing on a tight-tolerance aluminum bore, powder coating on a structural steel weldment, or electropolishing on a medical-grade stainless component, WJ Prototypes provides instant quoting and ISO-certified quality control. Visit the WJ Prototypes manufacturing services page to request a quote and discuss finish requirements with an experienced engineer.
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Surface finish describes the texture, roughness, and coating of a part's outer layer after manufacturing. It is defined by parameters including Ra, Rz, lay, and waviness, and it directly affects corrosion resistance, wear life, and dimensional accuracy.
Powder coating adds 50–150 µm of thickness to all coated surfaces. Designers must compensate by machining critical bores and threaded holes to pre-coat dimensions and masking features that cannot accept added material.
Ra is the arithmetic average of surface profile deviations from the mean line. Rz is the average of the five highest peak-to-valley measurements within a sampling length. Rz is more sensitive to surface defects and is preferred for sealing and fatigue-critical applications.
Black oxide and passivation are conversion coatings that add no measurable thickness. Black oxide converts a microscopic layer of steel to magnetite, leaving the part's dimensions unchanged, which makes it ideal for tight-tolerance components.
Consult a finisher during the early design phase, before geometry is finalized. Early engagement prevents incompatible material-process combinations, identifies masking needs, and confirms compliance with standards like MIL-A-8625 or ASTM B633 before production begins.
Finishing In Prototyping: Transform Function Into Production-Ready Parts
Material Selection in Aerospace & Automotive Prototyping
Aerospace Metal Fabrication Processes - Step-by-Step Guide
Optimize Prototype Performance: The Crucial Role Of Surface Finishes
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




