





- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.

TL;DR:
Surface finish is a critical design variable impacting prototype performance, not just aesthetics.
Industry-specific surface roughness standards vary widely, affecting sealing, fatigue, and biocompatibility.
Proper finishing methods, matched to material and application, prevent costly failures and streamline validation.
Surface finish is one of the most consequential decisions you make during prototype development, yet it is routinely treated as a final cosmetic step. In aerospace, automotive, and medical prototyping, the wrong finish does not just look bad; it causes seal failures, triggers regulatory rejection, and creates fatigue fractures that bypass every other design validation. This article provides evidence-based guidance on selecting and applying finishes that meet real performance requirements, with industry-specific benchmarks, finishing method data, and practical pitfall avoidance strategies for product development teams working under tight schedules and strict compliance mandates.
| Point | Details |
|---|---|
| Finishes drive prototype success | Choosing the right surface finish prevents failures, boosts compliance, and improves real-world performance. |
| Industry standards vary widely | Aerospace, automotive, and medical sectors require different finishing benchmarks to ensure safety and function. |
| Method matters for results | Select finishing processes based on empirical data to achieve target roughness and regulatory needs. |
| Plan finishing early | Integrate surface finish selection from the start of prototyping to save time and avoid expensive rework. |
When a prototype fails in field testing, the root cause is rarely the CAD model. More often, it traces back to a surface condition that was never properly specified. Surface finish controls how parts interact with mating components, how fluids seal against them, how coatings bond, and how long the part survives under cyclic stress. These are not secondary concerns. They are primary performance drivers.
Consider what surface finish actually governs in a high-stakes prototype:
Surface roughness affects stress concentrations, seals, and fatigue life across aerospace and medical applications. This is not a theoretical concern. It is a documented failure mechanism that engineers encounter repeatedly when finishing decisions are deferred until the end of the development cycle.
"Surface finish is not the last step in prototyping. It is a design variable that must be specified at the same time as geometry and material."
For teams doing prototyping in aerospace, this means specifying Ra values alongside tolerances from the very first drawing revision. For automotive teams, it means understanding that stamping die surfaces and engine component surfaces have completely different finishing requirements. For medical device engineers, it means recognizing that sterilization validation and biofilm prevention begin at the surface texture level.
Understanding surface finish standards across manufacturing processes is the first step toward making finishing a deliberate engineering decision rather than an afterthought.
Having established the importance of finishes, let's look at how standards differ across aerospace, automotive, and medical prototyping. The variation is significant, and applying the wrong benchmark from one industry to another is a fast path to prototype failure.
The table below summarizes key Ra (roughness average, measured in micrometers) requirements by industry and application type:
| Industry | Application | Ra requirement | Primary concern |
|---|---|---|---|
| Aerospace | Structural components | ≤0.8 μm | Fatigue, stress concentration |
| Aerospace | Rotating/sealing parts | ≤0.4 μm | Seal integrity, friction |
| Automotive | Engine internals | <0.2 μm | Wear, lubrication film |
| Automotive | Exterior panels | 0.8 to 1.6 μm | Paint adhesion, appearance |
| Medical | Implants | <0.1 μm | Biofilm prevention |
| Medical | Instruments | 0.4 to 0.8 μm | Sterilization, handling |
| Medical | Osseointegration implants | Textured (controlled) | Bone ingrowth |
These Ra benchmarks reflect real compliance requirements, not guidelines. Medical implants requiring Ra below 0.1 μm represent an exceptionally tight specification. To put that in context, 0.1 μm is roughly 1/700th the diameter of a human hair. Achieving and verifying that level of smoothness demands electropolishing or equivalent chemical finishing followed by profilometer confirmation.
What makes this more complex is that both extremes create problems. Over-smooth automotive exterior panels can cause paint adhesion failures. Over-rough aerospace sealing surfaces cause leakage under pressure. Material selection in prototyping directly influences what finishing methods are even achievable, since titanium, aluminum, and stainless steel each respond differently to mechanical and chemical finishing processes.
For automotive prototyping, the split between engine internals and exterior panels illustrates how a single vehicle program can require finishes spanning an order of magnitude in roughness. Engine internals at <0.2 μm support hydrodynamic lubrication and minimize wear. Exterior panels at 0.8 to 1.6 μm provide the mechanical anchor that primer and paint need to bond effectively.
Medical device prototyping adds another layer of complexity: some implants intentionally use textured surfaces to encourage osseointegration (bone attachment), while smooth surfaces are required for the same implant's articulating surfaces. A single prototype can require two different finishing specifications on adjacent surfaces.
Understanding target roughness standards, it's crucial to pick finishing methods that reliably achieve them without causing new risks. The choice of method determines not just the final Ra value, but also mechanical property changes, chemical compatibility, and regulatory acceptability.
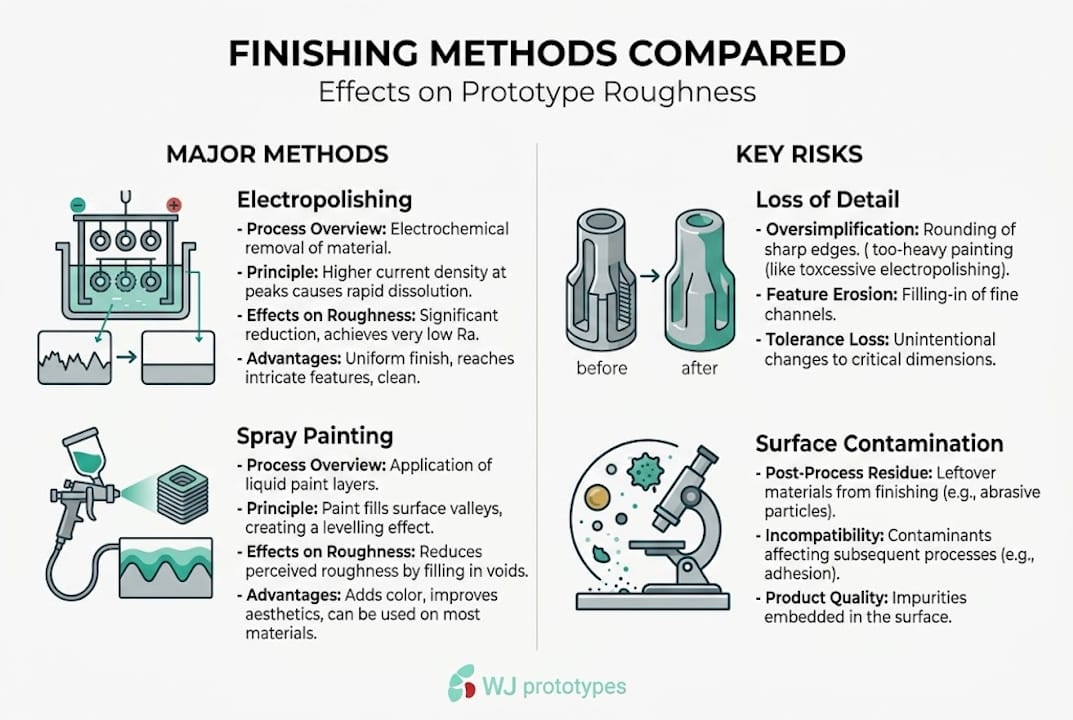
The main finishing categories and their quantitative effects:
Research on finishing effects on prototype performance provides concrete data: spray painting reduces roughness on FDM ABS parts from approximately 22 μm to 6.5 μm while increasing surface hardness by roughly 19%. Electropolishing cuts roughness by approximately 50% and significantly enhances sterilization effectiveness. AFM improves fluid flow characteristics and fatigue performance in 3D-printed metal components by eliminating internal surface irregularities that standard polishing cannot reach.
| Method | Typical Ra reduction | Best application | Key risk |
|---|---|---|---|
| Spray painting | ~70% (FDM parts) | Polymer prototypes | Dimensional change |
| Electropolishing | ~50% | Medical, aerospace metals | Material removal rate control |
| Mechanical polishing | Variable | General metals | Residual stress |
| AFM | High (internal surfaces) | Complex 3D metal parts | Cost, setup time |
Pro Tip: When specifying electropolishing for a medical prototype, always request a pre- and post-process profilometer report. The 50% roughness reduction is an average; actual results vary by alloy and bath chemistry, and you need documented evidence for regulatory submissions.
For teams working through an additive manufacturing workflow, finishing is especially critical because as-printed surfaces from SLA, SLS, or DMLS processes typically fall far outside the Ra requirements for aerospace and medical applications. A DMLS titanium part may exit the printer at Ra 10 to 20 μm. Getting it to Ra 0.4 μm for an aerospace sealing application requires a carefully sequenced finishing plan.
Environmental and regulatory concerns also affect method selection. Certain chemical baths used in traditional finishing contain hexavalent chromium (Cr(VI)), which faces increasing restriction under REACH and similar regulations. Precision prototyping techniques that integrate compliant finishing methods from the outset avoid costly reformulation later in the development cycle.
The surface finishing evolution in aerospace reflects a broader industry shift toward methods that achieve tight Ra targets while meeting environmental and safety standards simultaneously.
Now that you know the science, let's discuss what can go wrong during finish selection and application, and how to get it right. The most damaging mistakes are not always obvious during the design phase. They surface during validation testing or, worse, in service.
Common pitfalls by industry:
How to avoid these pitfalls:
NADCAP (National Aerospace and Defense Contractors Accreditation Program) certification is a practical gatekeeper for aerospace finishing. Suppliers without NADCAP accreditation for specific finishing processes cannot supply to most major aerospace primes. Understanding additive vs subtractive manufacturing tradeoffs also affects which finishing pathways are available, since subtractive CNC parts typically arrive closer to target Ra than additive parts.
Pro Tip: Build a finish selection checklist into your prototype design review process. Include material compatibility, regulatory status, dimensional impact, and required validation tests. This single step catches the majority of finishing-related failures before they reach the build stage.
Useful guidance on manufacturing process improvement can help teams formalize this kind of structured review into their standard development workflow.
Looking ahead, finish selection is also evolving alongside sustainability and digital transformation. The changes happening now will directly affect how you specify and validate finishes in the next generation of prototype programs.
Key trends reshaping prototype finishing:
These trends collectively reduce the risk of prototype launch by making finishing more predictable, more auditable, and more environmentally defensible. For product development managers, this means finishing decisions made early in the program can now be validated continuously throughout the build process rather than discovered as a problem at final inspection.
Quality monitoring in manufacturing is increasingly tied to finishing process control, and teams that integrate digital monitoring early gain a significant advantage in both compliance speed and prototype iteration efficiency.
Here is an uncomfortable truth: most prototype finishing failures are not caused by ignorance of the standards. They are caused by deliberate shortcuts taken under schedule pressure. The logic sounds reasonable in the moment. "It's just a prototype. We'll sort the finish out in production." That reasoning has derailed more programs than any design flaw.
Prototypes that pass structural, thermal, and functional testing but fail in seal performance or sterilization validation almost always trace back to finishing decisions that were deferred or underspecified. The seal did not fail because the geometry was wrong. It failed because the Ra was 1.2 μm when the specification required 0.4 μm, and nobody caught it because finishing was never formally reviewed.
The cost of that oversight is not just a failed test. It is a delayed regulatory submission, a redesign iteration that could have been avoided, and credibility loss with the customer or regulatory body. In medical device development, a sterilization validation failure caused by surface finish can set a program back by months.
The fix is not complicated. Engineered prototype finishes need to be specified, reviewed, and validated with the same rigor applied to dimensional tolerances. Treat Ra as a critical characteristic on your drawing. Include finishing in your design FMEA. Make it a gate item in your prototype build review. The programs that do this consistently spend less time on rework and more time on genuine design iteration.
Ready to put best practices into action and build prototypes that succeed the first time? At WJ Prototypes, finishing is not an afterthought. It is engineered into every build from the initial quote stage. Our experienced team helps you match finishing options to your specific application requirements across aerospace, automotive, and medical programs. Explore the full range of CNC machining materials to understand how material choice affects your finishing options, and review our dedicated automotive prototype solutions for industry-specific finishing guidance. Contact us for a fast quote or a technical consultation on finishing and compliance challenges specific to your program.
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Surface finish directly affects fit, sealing, fatigue life, and regulatory compliance in prototype parts, with roughness affecting stress concentrations and seal integrity across aerospace and medical applications.
Aerospace structural parts typically require Ra ≤0.8 μm, automotive engine internals <0.2 μm, and medical implants <0.1 μm to prevent biofilm formation.
Electropolishing, spray painting, and abrasive flow machining are the most effective options, with electropolishing cutting roughness by approximately 50% and spray painting reducing FDM ABS roughness by nearly 70%.
Yes. Alternatives to Cr(VI) coatings and automated digital control systems are advancing both environmental performance and NADCAP compliance across aerospace finishing programs.
Role of Materials in Prototyping: Impact on Speed and Cost
Precision Engineering in Prototyping: Driving Breakthroughs
7 Best Practices for Product Prototyping Success
Prototyping for Automotive Industry: Accelerating Innovation
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




