




- Room 1807, Unit 9, Building 2, Shangxing Commercial Street, Shangde Road, Shangxing Community, Xinqiao Subdistrict, Bao'an District, Shenzhen City, China
CONTACT US

WhatsApp

Contact Us
Our team is on stand by, waiting toassist you.
Videos
A large collection of educational videos and tutorials.
About Us
Learn about our company, leadership, and mission totransform manufacturing.
Privacy Policy
Applies to all personal information collected through and/or processed in connection.

Aerospace & UAV
WJ Prototypes is your 3D manufacturing partner from prototype to large scale production.
Consumer Electronics
New Product Introduction Solutions for Consumer Electronics.

Robotics & Automation
Need some assistance bringing your robotic device or parts from the sketch-board to reality?
Medical Devices
The medical industry needs high quality, dependable and safe parts and products.
Automotive
New Product Introduction Solutions for Automotive
Industrial Machinery
The main purpose of industrial prototyping is to take the product from drawings into the real world.

TL;DR:
In oil and gas, precision components require controlled, traceable manufacturing processes beyond basic machining. Proper inspection and detailed documentation ensure components meet critical tolerances, surface finishes, and material standards to prevent safety hazards and compliance issues. Moving procurement focus from supplier reputation to process transparency and data sharing leads to more reliable, high-quality parts for severe service conditions.
Procurement managers and engineers in oil and gas know that a failed seal or an out-of-spec valve seat is never just a maintenance problem. It becomes a safety event, a regulatory inquiry, and a costly production stoppage all at once. Yet a surprising number of component orders still get placed with suppliers who treat "precision" as synonymous with basic CNC turning and a caliper check. Precision finishing and inspection are essential for seal-ready surfaces and critical tolerances, a reality that separates functional components from liability risks. This guide gives you a clear, specification-driven framework for evaluating suppliers, interpreting process flows, and procuring parts that hold up in the most severe service conditions on earth.
| Point | Details |
|---|---|
| Precision standards matter | API and ASME standards directly define what's required for oil & gas components. |
| Integrated process flow | Surface finishing, coating, and metrology must be seamlessly combined for reliable results. |
| Metrology accelerates repairs | Advanced in-situ measurement can restore critical equipment with minimal downtime. |
| Procurement relies on evidence | Documentation, inspection reports, and real-world traceability separate leading suppliers from the rest. |
| Smart supplier partnerships | Choosing partners with deep process expertise and open workflows is crucial for project success. |
With the stakes set, let's define precisely what makes a critical oil and gas component "precise," and why it is about much more than tight tolerances alone.
Precision engineering, in the context of oil and gas, refers to the controlled, documented, and repeatable production of components to exacting dimensional, surface, and material specifications. That definition covers a wide field. It includes the geometry of a gate valve seat, the surface roughness of a flange face, the hardness profile of a pressure-containing body, and the traceability of every step that produced all of the above.
What separates oil and gas from most other industries is the layered consequence of imprecision. A consumer product that is slightly out of spec might cause customer dissatisfaction. A valve body that misses its seat contact angle by even a fraction of a degree can lead to leaks of flammable hydrocarbons, hydrogen sulfide, or supercritical CO2 under thousands of pounds per square inch of pressure. The downstream effects include equipment damage, environmental incidents, personnel injury, and regulatory shutdown.
What procurement teams should understand about industry expectations:
"True precision is not a property of a machine tool. It is the outcome of a documented system where every process step, every measurement, and every material choice is controlled and traceable."
When sourcing precision prototyping partners for oil and gas programs, the first filter should not be the brand of their CNC equipment. It should be the maturity of their quality management system and how thoroughly their engineering team understands the applicable standards. Chasing quality control tips after a component is already fabricated is far more costly than building the right supplier criteria upfront.
Having defined the high bar for oil and gas precision, let's unravel the step-by-step workflow that takes a part from raw cut to ready-for-service.
The journey from raw material to a certified, fit-for-service component in severe service conditions is not linear in the simple sense. It is a loop of machining, validation, correction, and re-validation. Understanding this loop is critical before placing any order.
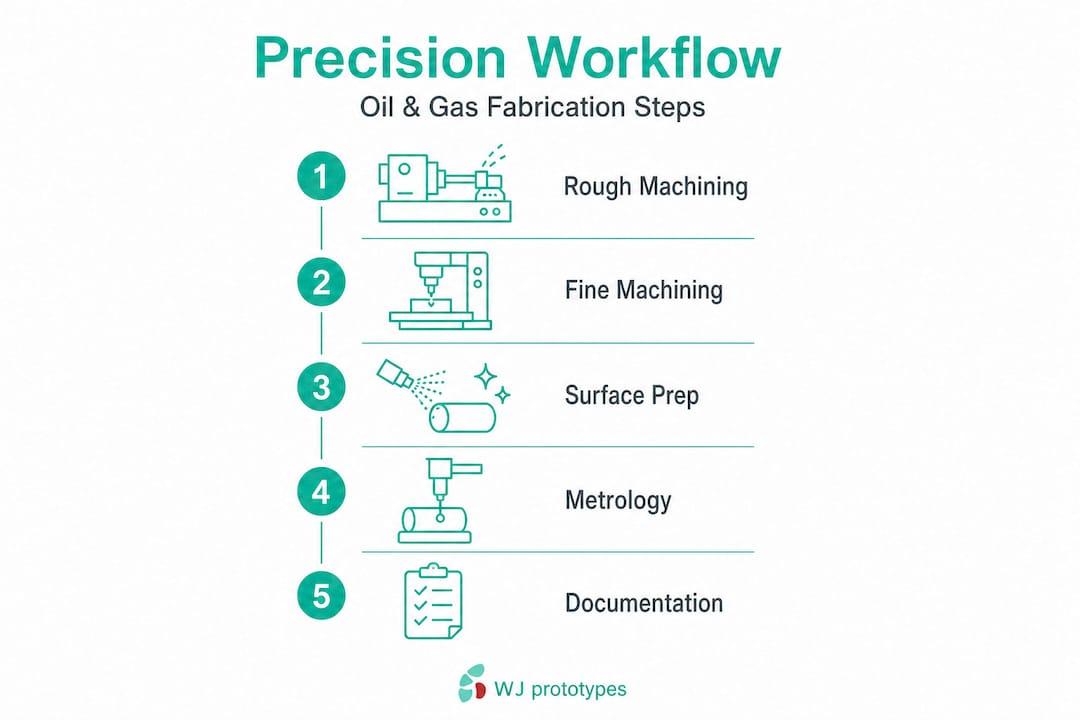
Consider a typical gate valve seat ring intended for a high-pressure, high-temperature (HPHT) application. The precision breakthroughs in prototyping that have emerged from aerospace and energy applications show us what an integrated process looks like in practice:
| Process stage | Key instrument | Critical output |
|---|---|---|
| Rough machining | CNC mill or lathe | Dimensional stock per drawing |
| HVOF coating | Coating thickness gauge | Uniform deposit, adhesion test |
| Precision grinding | In-process gauging, CMM | Diameter and roundness within 0.01 mm |
| Finish lapping | Surface profilometer | Ra ≤ 0.4 µm, flatness ≤ 1 µm |
| Final inspection | CMM, laser tracker | Full GD&T (geometric dimensioning and tolerancing) report |
Understanding the precision part fabrication steps in this kind of detail helps you write better purchase order requirements and ask smarter questions during supplier qualification visits.
Pro Tip: Always ask a supplier to share a sample route card or traveler document from a comparable oil and gas job. If they cannot produce one quickly, that tells you more about their process maturity than any ISO certificate on the wall.
Precision machining and finishing are only half the story. The next challenge is proving that everything matches spec, every time.
Modern metrology tools have transformed what is possible in the field and in the shop. Here is a quick rundown of the instruments that matter most for oil and gas precision work:
The debate between in-situ and central (shop) inspection deserves direct attention.
| Inspection mode | Advantages | Disadvantages |
|---|---|---|
| Central (shop) CMM | High accuracy, controlled environment, full reporting | Requires disassembly and transport of equipment |
| In-situ laser tracker | No disassembly, real-time correction, installed-condition data | Slightly lower accuracy, field environment variability |
| Combined approach | Best traceability and data confidence | Longer timeline and higher cost |
Metrology-driven in-situ precision machining has proven capable of restoring strict flatness and surface finish requirements within seven days for rotating equipment foundations in the petrochemical sector, a result that would have taken three to four weeks using traditional removal, shop repair, and reinstallation workflows. For procurement teams, that means downtime measured in days instead of weeks, with full traceability documented throughout.
Traceability is the word that connects metrology to procurement value. Every laser tracker measurement report, every CMM printout, and every profilometer scan creates a data record that can be reviewed during an internal audit, presented to a regulatory body, or used as a baseline for future maintenance decisions. This is the kind of evidence that makes your next project approval faster and your supplier qualification file airtight. You can also streamline manufacturing processes by building metrology checkpoints into the purchase order as contractual deliverables rather than optional extras.
For reference, consider Aerospace and UAV prototyping workflows, which have driven many of the metrology advancements now available to oil and gas buyers. Similarly, vacuum casting for oil and gas illustrates how rapid prototyping disciplines can be layered with rigorous inspection to validate form and fit before committing to full production tooling.
With inspection solved, the last vital step is knowing what to ask for and check when sourcing precision components.
The single biggest gap in most procurement practices is not the specification document. It is the evidence package required at delivery. Too many purchase orders say "conform to API 600" without specifying which documents prove conformance. Suppliers then interpret this gap in their favor, and procurement ends up with parts that look correct but have no traceable data to back the claim.
Here is what a properly structured precision component order should require from any supplier:
Pro Tip: Build the required documentation list directly into your purchase order line items, not just the terms and conditions. Make each document a conditional delivery requirement. This removes ambiguity and gives you leverage if a supplier tries to ship without a complete package.
A critical oversight many procurement managers make is assuming that an ISO 9001 certificate covers everything. ISO 9001 certifies that a quality management system exists. It does not certify that the system produces results that meet your specific API or ASME requirements. Those outcomes still depend on the supplier's engineering team understanding what the standards actually demand. Reviewing a completed precision fabrication process from a comparable project is a far more reliable indicator of capability than any wall certificate alone.
Statistic callout: Studies across multiple upstream oil and gas operators indicate that inadequate supplier documentation is a contributing factor in more than 40% of non-conformance incidents during installation and commissioning. The paperwork is not bureaucracy. It is risk management.
Here is the view that most supplier qualification guides will not say plainly: brand reputation does not machine your valve seats. The engineering team at the shop floor does.
We have seen cases where a globally recognized supplier name on a purchase order became an obstacle rather than an assurance. Under delivery pressure, established shops cut inspection steps, delegate critical lapping operations to less experienced technicians, and ship parts with incomplete documentation, betting that incoming inspection at the customer site is lax. And often it is.
The companies that consistently deliver precision components without incident share a different characteristic. They are not always the largest names. They are the ones with transparent process documentation, engineers who actively engage with the drawing rather than just route it to production, and a willingness to share real-time inspection data before the part ships. This is exactly the mindset behind rigorous quality management in CNC operations that serve demanding industries.
The practical implication for procurement is this: move your qualification criteria from "does this supplier have a known name and an ISO certificate" toward "can this supplier show me their process route card from the last three comparable jobs, their CMM calibration records, and a direct conversation with the engineer who will own my program." That shift in criteria will surface better partners and expose gaps in the ones who rely on reputation alone.
Deeper collaboration also means fewer expensive surprises. When a supplier understands your application well enough to flag a potential process conflict before production starts, that conversation saves weeks of rework and thousands of dollars in emergency logistics. It is the difference between a vendor relationship and an engineering partnership.
For those ready to transform their sourcing approach, specialized partners await to deliver on these high expectations.
WJ Prototypes works directly with procurement managers and engineers in oil and gas to deliver CNC machined components, rapid prototypes, and low-volume production runs that meet the dimensional, surface, and documentation standards your projects demand. Our ISO certified facility offers a full range of CNC machining material options, from duplex stainless steels and Inconel to engineering-grade polymers suited for prototype seal testing. Whether you need first-article prototypes to validate a new valve body design or a small production run of precision-machined spacers for a subsea application, our engineering team engages with your specifications from day one. Request an instant quote or contact our team through our China machining services portal to start an engineering review of your current requirements.
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
Sealing surfaces usually demand a fine surface finish, often Ra 0.4 µm or better, achieved by finish lapping after grinding and coating, to ensure reliable metal-to-metal contact under pressure.
With laser tracker-driven in-situ milling, energy sector projects have restored base pad flatness and required surface finish within just seven days, compared to three to four weeks for shop-based repair cycles.
Key references include API Standard 600 for steel gate valves and ASME B16.5 or B16.10 for flanges and face-to-face dimensions, ensuring global compatibility and verifiable compliance.
Suppliers should deliver CMM or laser tracker inspection reports, material certifications tied to specific heat numbers, PMI test results, profilometer surface finish records, and a complete process route card documenting each production and inspection step.
How To Master Vacuum Casting For Oil & Gas Prototyping
Precision Engineering in Prototyping: Driving Breakthroughs
Aerospace Metal Fabrication Processes - Step-by-Step Guide
CNC Machining for UK's Motorsport Valley | WJ Prototypes
Explore competitive Rapid Prototyping Services with expert support from WJ Prototypes.
Whether you're comparing suppliers or looking to optimize costs, our team can help you evaluate the best option for your project.
👉 Request A Quote now or email us at info@wjprototypes.com to get started.
SERVICES
RESOURCES




